




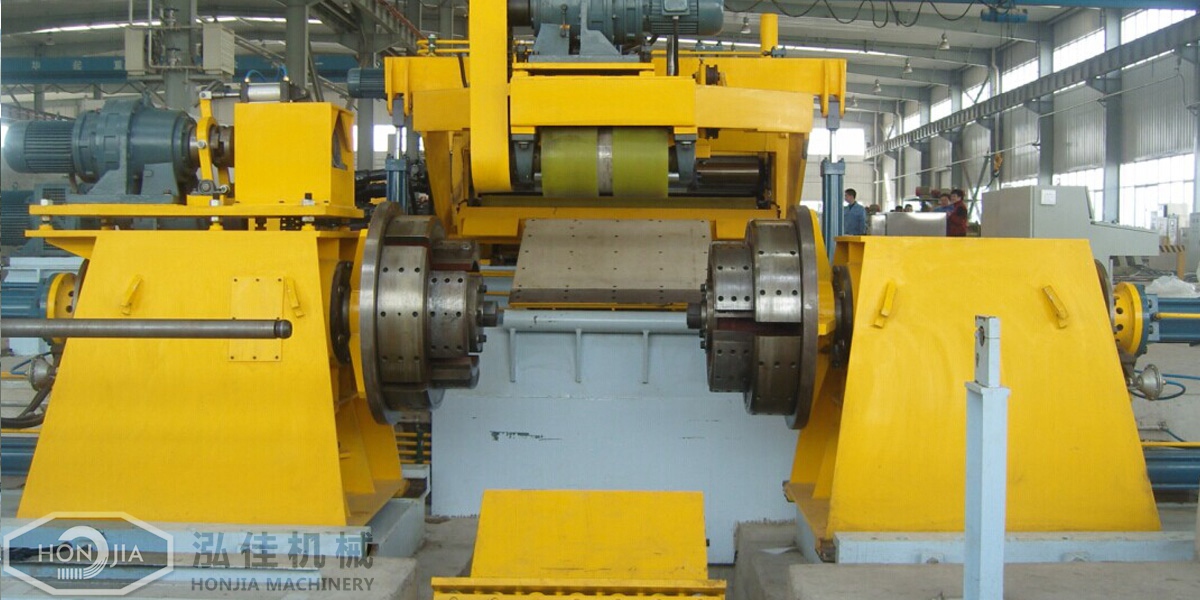









本设备的工作流程:本设备是将冷轧不锈钢板通过高速精密纵剪加工成需要宽度的专用剪切设备。本设备的主要工作主机由开卷机、夹送整平机、精密圆盘式刀座、板式张力产生站、收卷机等五个主要机构构成,中间辅以运料、夹送整平机、板头剪床、缓冲、引导、收卷废边、出料等装置。
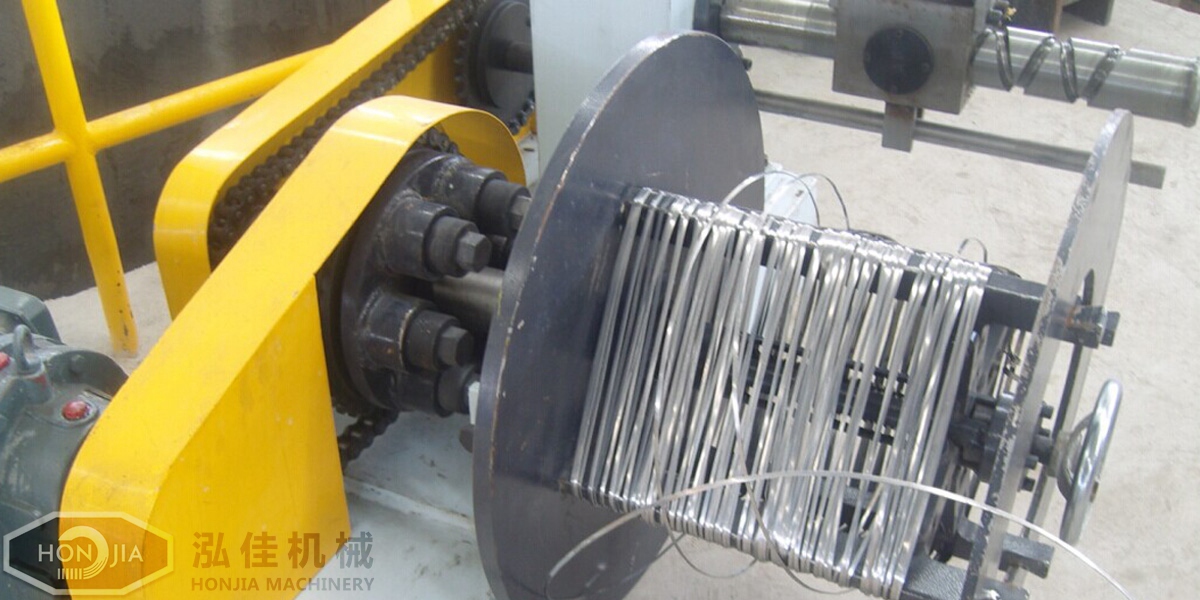
设备在工作时送料机构处于被动送料状态,板料通过夹送整平机并经板头液压剪床剪去不规则料头后经侧向引导机构进入圆盘剪切机剪切成带状条料,纵剪过程中,通过废边卷取机对纵切下来的废边迅速进行收取成卷状。纵切下来的带料,通过活套缓冲,并经过两组分离装置进入张力站,通过该张力装置和卷取机建立所需的收卷张力,以防止卷取后塌卷。最后由卸料机构把料卷从收料轴上卸到出料小车后运出。
本设备的送料、剪切、收料等三个工作主机在工作时自动协调的,不会对板料产生拉伸动作,杜绝卷料在本设备上的拉伸变形,同时纵剪时板料处于自由剪切状态,不会产生剪切跑偏现象;本设备之张力产生站可以产生各带间均衡的、整体可调节的张力,以保证适应不同板料收料时必需之张力,同时也有效保证了各带卷之相对松紧度;本设备具有定长切断功能,当设备纵剪到预先设定长度或到尾料时,设备将自动均匀降速,无料自动停机,直至速度为零,然后自动或人工操作按扭进行分卷剪切。
本设备在人工穿带完成后,其余时间全均处于自动工作状况。
| 包装细节 | 裸装。 |
| 交货时间 | 付款后150天交货。 |
设备参数:
1. 加工材质:Q235和Q345普碳钢。
2. 纵剪钢带厚度:1mm~6mm
3. 纵剪卷板宽度:600mm~1650 mm.
4. 钢卷内径(进料):Φ460mm~Φ520mm, Φ560mm~Φ620mm;带钢套Φ720mm~Φ760mm(液压双头开卷机)
(出料):Φ480mm~Φ508mm(液压收卷机)收卷内径胀缩范围:560-610mm
5. 卷板外径(最大):Φ2000mm.
6. 卷板重量:进料最大卷重30吨,出料最大重30吨。
7. 裁剪速度:0~100M/min.
8. 剪切宽度公差:公差: +/- 0.1mm
9.纵切条数
板厚1.0mm 最多分32条
板厚6.0mm 最多分10条
设备组成:
1.备料台 2对
2.入料台车 1台
3.液压双头开卷机 1组
4.铲头、夹送辊、整平机与液压剪床 1组
5.活套渡桥(缓冲坑) 1组
6.侧导位,压料辊 1台
7.分条机 1台
8.独立废料卷取机 2组
9.活套渡桥(缓冲坑) 1组
10.分隔装置,平板强力站 1组
11.分隔装置,液压收卷机(含辅助支撑),推料装置 1组
12.出料台车 1台
13.液压系统 2套
14.气动系统 1套
15.润滑系统 1套
16.电控系统 1套
17.随机附件 1套



