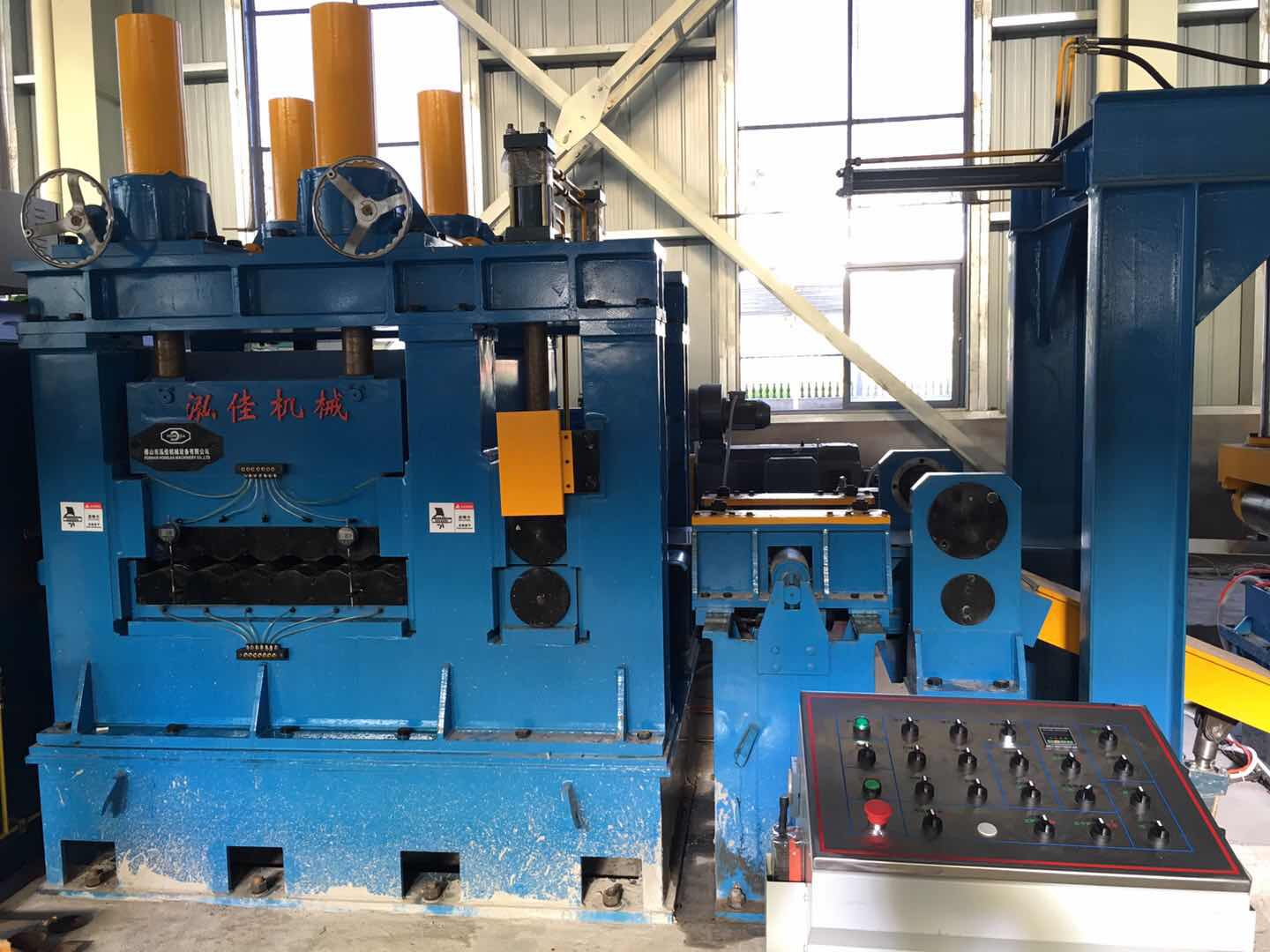



1.机组工艺流程简述:
⑴根据产品大纲及要求,本机组采用单开卷、平直、定尺、剪切、堆跺等组成。该机组分三种控制方式:单机调整、手动控制、自动投入。
⑵机组采用不可逆工作方式,但单机具有正反向点动工作的功能。机组开始工作前,机组送电,参数调整到工艺要求范围。
⑶工人通过天车或叉车将来料带卷吊放到台车上进行移装至放卷机上,人工将带材的捆扎带剪断,完成上卷过程。
⑷机组采用立式开卷工作方式。点动电机,将原料的头部顺引至夹送机构送入平直机入口中,低速运行放卷及平直机,牵引钢带至追剪处,低速运行检查各工艺段运行状态,调整平直机至钢带确认平直后,投自动升速正常生产。当开卷机上的盘卷接近尾径时,机组减速至低速运行直至带尾离开开卷机;此时已完成单卷升产过程,停机卸料、上料,升起平直机;进行下卷手动运行机组,平直机配有位置传感器,带记忆功能,钢带在平直机运行时可转换到上卷记忆位置,微调平直度,投自动,此时进行第二卷生产,重复以上动作已求每日生产量。